一、电烙铁焊接方法
1、烙铁头及元件预处理
用小铁片清理(不要用力摩擦)电烙铁头部脏东西,立即到松香里面点一下,作用是不让高温的铜头快速养化,然后用焊锡丝涂下,成为光亮的带满锡的样子。
一些不好焊接的表面,上不了锡时,先用小刀刮掉元件外面的保护层及氧化物,在刮好的部位涂上松香,涂好松香的部位就容易上锡了。焊接时,一定要做到焊点饱满和光亮,以免接触不好。
2、预焊
焊接前,要对要焊接的线和点作预上锡处理,就是将要锡焊的元器件引线或导电的焊接部位预先用焊锡润湿,也称为镀锡、上锡、搪锡等。
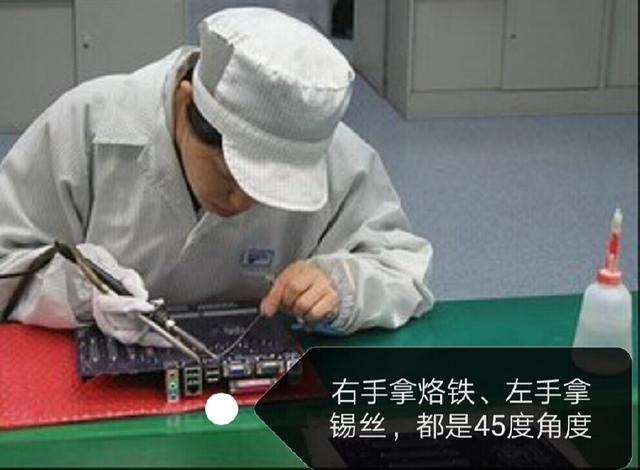
3、烙铁头先入后撒法首先,烙铁头与工作台面夹角,大约为45度角度,点入焊件(元器件),大约1秒后,左手持焊锡丝,在元件对面也成45度角度点入,等待元件上的锡熔化后,先把锡丝撒离,约1秒后,再将烙铁头移开。
烙铁撒离要及时,撤离时的角度和方向对焊点形成有一定关系。
撤烙铁时轻轻旋转一下,可保持焊点适当的焊料。
4、焊接温度的控制
视熟练度调整烙铁头温度,温度高焊接速度快,如果焊点出现灰暗或锡成珠子滚动,说明温度太高,把助焊剂蒸发掉了。电子厂流水线快焊、手工焊一般喜欢高温快焊。
5、如果烙铁头上不了锡,只需在浸水的海绵上将被氧化的锡擦掉就行。
因为烙铁头被氧化后,就不容易就上锡了。
6、烙铁头上应该保证时常有锡,尤其在不用的时候,不然锡被氧化完就不好上锡了。
7、线路板有焊点虚焊时,可以用焊锡补焊。
用上好饱满焊锡的烙铁头在焊点上补焊就可以了。记得先用松香涂焊点,补焊好后记得查看,最好用无水酒精清理松香痕迹,保持线路板的清洁。
电烙铁温度很高,小心烫伤,线路板焊接时一定要小心导线不能和别的焊点连接,防止发生短路。
8、焊件要牢固
在焊锡凝固之前不要使焊件移动或振动,特别使用镊子夹住焊件时一定要等焊锡凝固再移去镊子。
焊锡凝固过程是结晶过程,在结晶期间受到外力(焊件移动)会改变结晶条件,导致晶体粗大,造成“冷焊”。
9、焊锡桥
就是靠烙铁上保留少量焊锡作为加热时烙铁头与焊件之间传热的桥梁。
由于金属液的导热效率远高于空气,而使焊件很快被加热到焊接温度,作为焊锡桥的锡保留量不可过多。
10、质量差的焊点外观现象
是表面无光泽呈豆渣状;焊点内部结构疏松,容易有气隙和裂隙,造成焊点强度降低,导电性能差。
因此,在焊锡凝固前,一定要保持焊件静止,实际操作时可以用各种适宜的方法将焊件固定,或使用可靠的夹持措施。
二、电烙铁的使用注意事项
现在新买的烙铁(可用调温烙铁),头部基本上都镀了层合金,买回来插上电,直接用焊锡丝就能给烙铁头上锡。不要用砂纸磨,镀层磨没了就不能上锡了。

工业生产中都是使用调温烙铁,烙铁头是经镀银处理的,因此这种烙铁头千万不能锉或砂纸打磨,否则就损坏。
质量好的电烙铁的烙铁头表面会有一层金属镀层,这层金属镀层是为了防止氧化,一般来说有了这层金属镀层后,烙铁头是不会被氧化的,虽然烙铁头上的锡会被氧化,但是并不会氧化到烙铁头。
用松香溶一下烙铁头,然后用焊丝涂在头上,每次焊完要保持上面有锡。
在加热至烙铁头快变色时,将焊丝(含助焊济)熔化在烙铁头上,如果是锡条那就先在助焊剂中清洗一下烙铁头,然后上锡。
使用观察烙铁头的温度情况,如发现烙铁头上的锡变黄时,则把电关掉或在助济中降温一下,如锡变成暗红色时,那说明温度太高,必须断电降温,
三、旧电烙铁快速高效复活处理方法
由于高温下锡对铜有极强的侵蚀性,导致烙铁头很快地腐蚀氧化,但是,建议不要用锉刀修正。
手握电烙铁手柄,把氧化了的烙铁咀浸入盛有酒精的容器中,经1~2分钟取出,氧化物就彻底、干净地除掉了,烙铁咀焕然一新。
这是因为氧化铜和酒精加热后,产生了化学反应,又还原了铜,对电烙铁头起到了保护作用。
四、使用永久上锡的智能烙铁
永久上锡的智能烙铁,采用智能触控技术,能自动识别使用者的使用状态,使用时3秒快速升温,然后自动恒温焊接,确保烙铁头不因高温氧化。
不使用时,烙铁自动休眠,低温恒温保证烙铁不被高温烧死。
下图是数显恒温焊台、智能休眠无铅焊台 。


